Production of parts, manufacturing
and assembly of our highest
quality machines is in accordance with ISO 9001 and in addition
we are running our own TQM on all designing and manufacturing
procedures.

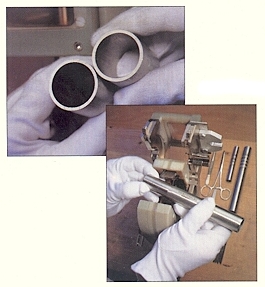
Manufacturing of the inner drum
is the heart of the HUBER System and
needs highly skilled workers and welders to provide a mirror finish on the
inner drum surfaces.


All inner drums, pressure
vessels, and essential contact parts are measured
for smoothness which is
documented and part of the IQ/OQ documentation.

All water, clean steam and
chamber drain lines are 316L stainless steel. For
our high quality demands, pipes and fittings etc. with an internal
finish of
Ra < 0.40 micron are used and an internal electropolish finish of < 0.25
micron
is also available.
On request, we further supply
sanitary tubing according to ASME
Bio Processing Equipment standard. The ASME BPE tubes conform
to ASTM A269/A270 and inner surfaces as per ASME BPE-2002.
To ensure sanitary conditions and for easy maintenance, tri-clamp connections
and fittings are installed. Depending on the kind of welding, piping is sloped to
be self-draining, with elimination of dead legs. Material certificates and
lot batch
documentation are available.
Passivation is also available on
request.


Welding seams of each machine
supply pipe have to be reduced as far as
possible. When orbital machine welding is not considered, hand welding is
done. Hand
welding is done by WIG using Argon gas of the highest purity
and inside purging as well. After welding, all welding seams inside
the pipe have to be
plainly ground, grit 320. Orbital machine welding is done by
using Argon
gas of the highest purity for inside purging.

Benefits:
The most modern device is available for boroscoping internal pipe welding
seams. Each individual weld can completely be endoscoped and color
pictures,
e.g., available on CD-ROM for welding documentation.


HUBER drawings are created on
CAD which is beneficial to our customers
and are available via email for
implementation into room designs.
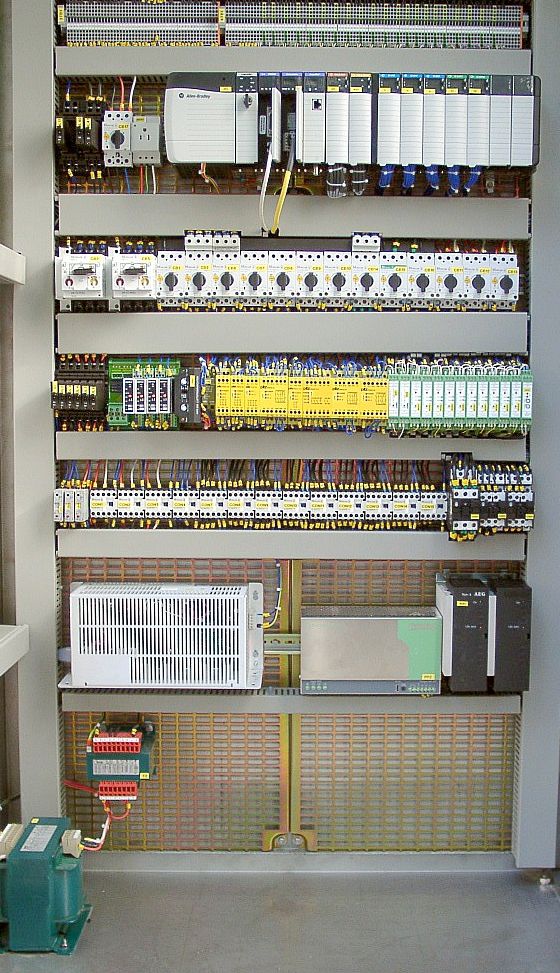
Electrical circuit diagrams are generated on CAD and all control cabinets
are
wired to different codes e.g. UL NEMA.

Our comprehensive documentation package includes IQ/OQ.
Well trained and experienced factory engineers are available to
repeat the IQ/OQ
onsite and to support the customer with their
PQ validation procedure.


In order to carry through
temperature mapping and heat distribution
tests, we recommend either the classical method with Kaye ® Digistrip
(up to 24 thermo couples) and oil bath etc. or the latest technology using
the Validator® 2000 (meets FDA guidelines for protecting electro
data 21 CFR Part 11).